МОДУЛЬНО-КОНТЕЙНЕРНЫЙ
ПРИНЦИП ПОСТРОЕНИЯ
ПРЕДПРИЯТИЯ ПО ПЕРЕРАБОТКЕ БЫТОВЫХ
ОТХОДОВ
Клименко
А.А., Шелехов В.И.
При разработке
блок-схемы предприятия по переработке бытовых отходов были использованы
принципы модульности и множественности общей теории систем.
Напомним
эти принципы:
1. Принцип модульности. Структура систем
предусматривает такой уровень декомпозиции, при котором она выражается в
модульной организации из ограниченного числа элементов-модулей. То же относится
и к функционированию.
2. Принцип множественности. Каждая структура имеет
более, чем одну функцию. Данный принцип может себя проявлять в виде
мультифункциональности и в виде мультипотентности. Последнее – это участие
системы в качестве функционального модуля в выполнении различных функций. Для
модулей мультифункциональность не характерна.
При
модульно-контейнерном принципе построения предприятий технологические,
энергетические, транспортные, сетевые и другие функции реализуются в широко
распространенных контейнерах морского типа. По аналогии с естественными
системами, где базовыми клетками являются клетки разной функциональной
ориентации, в нашем случае такой клеткой является модуль-контейнер.
Использование
модуль-контейнеров обеспечивает следующие преимущества системе:
·
прочность и
жесткость, достаточную для построения многоэтажных конфигураций;
·
возможность
аттестации каждого контейнера с учетом требований охраны труда, экологической,
пожарной безопасности и т.п.;
·
возможность
аттестации качества продукции производимой в модуль-контейнере;
·
низкие
капитальные затраты, связанные со строительством завода;
·
сокращение сроков
строительства завода;
·
возможность
быстрого переноса завода на другую площадку и снижение затрат на рекультивацию
освободившейся территории и т.д.
В зависимости от выбранной мощности предприятия и
технологических требований при применении модульно-контейнерного принципа
возможны схемы заводов, в которых основной поток сырья подвергается обработке
при последовательном, параллельном или радиальном его движениях. В реальных
условиях производства чаще всего приходится иметь дело со смешанной системой
потоков сырья.
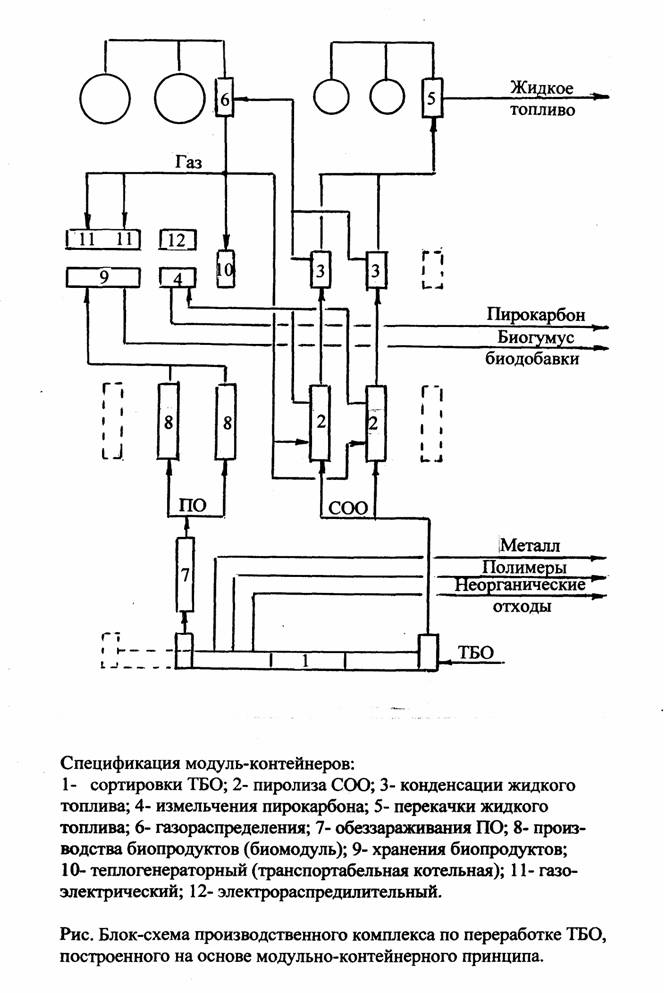
На
рисунке приведена блок-схема производственного комплекса по переработке бытовых
отходов, где в качестве функциональных блоков используются контейнеры морского типа
1СС и 2СС.
Ориентировочно,
усредненный состав бытовых городских отходов выглядит следующим образом:
-
сухие
органические отходы (макулатура, дерево, текстиль, кожа, резина, полимерные отходы и
др.) - 64%;
-
пищевые отходы -
32%;
-
неорганические
отходы (камни, керамика, стекло)
- 1%;
-
металл
- 3%.
Из сухих органических
отходов следует выделить в отдельную группу полимерные отходы, составляющие
около 5% от общего количества бытовых отходов.
В
соответствии с приведенной схемой завода, сортировка поступающих со склада
твёрдых бытовых отходов (ТБО) производится в блоке модулей-контейнеров 1,
выполненных в двухэтажном исполнении. На втором этаже блока размещаются
сортирующий конвейер и система аспирации воздуха, а на первом этаже – конвейер
приема сухих органических отходов (СОО) и передвижные контейнеры для сбора неорганических
отходов, полимеров и металла.
Сортировка
ТБО на сортирующем конвейере производится вручную. Сначала из общего потока
отходов отбираются и сбрасываются на приемный конвейер сухие органические
отходы (СОО), а затем отбираются и сбрасываются в соответствующие контейнеры
неорганические отходы, полимеры и металл. В результате на сортирующем конвейере
остаются только пищевые отходы (ПО).
Из
блока сортировки отходов СОО направляются в блок пиролиза 3, а ПО после
дезинфекции с помощью ультрафиолетового облучения в блоке обеззараживания 7
подаются в биомодуль 8.
Прочие
отходы, составляющие незначительную долю в общем объеме ТБО, реализуются на
действующие производства:
-
металлолом
пакетируется и идет на переплавку;
-
стеклобой
затаривается и передается на стеклозаводы;
-
минеральные
отходы после предварительного измельчения и сортировки направляются на
производство стеновых материалов, либо на производство асфальтобетонных смесей;
-
полимерные отходы
сортируются, затариваются и направляются в качестве сырья на производство
вторичных полимеров, либо в качестве модифицирующих добавок на производство
битуминозных материалов.
Доставка рассортированных ТБО на дальнейшую
переработку производится с помощью передвижных контейнеров.
В модуль-контейнерах 2 размещаются пиролизные
установки, в которых при высоких температурах без доступа воздуха происходит
разложение СОО на твердую, жидкую и газообразную фракции.
Твердый продукт (пирокарбон) измельчается в
модуль-контейнере 4 и может использоваться в качестве активного наполнителя в
битумных смесях.
Газ и испарившаяся жидкая фракция поступают в
модуль-контейнеры конденсации 3, где происходит разделение поступающих
продуктов на топливный газ и жидкое топливо.
Топливный газ накапливается в газгольдерах и
используется на собственные нужды производства (нагрев СОО в пиролизной
установке 2, получения тепла в транспортабельной котельной 10 или получение
электроэнергии в газоэлектрических контейнерах 11).
Жидкое топливо собирается в резервуарном складе и
реализуется, как товарная продукция.
ПО перерабатываются в контейнерных биомодулях 8, где с
помощью калифорнийского червя производятся органические удобрения (биогумус) и
белковые кормовые добавки. Биогумус и биодобавки реализуются
сельскохозяйственным предприятиям.
Производительность производственного комплекса по
переработке ТБО определяется длиной блока сортировки (сортирующего конвейера),
а также количеством модуль-контейнеров для пиролиза СОО и биомодулей для
переработки ПО.
Описанный выше модульно-контейнерный принцип
построения предприятий по переработке ТБО рекомендуется использовать в первую
очередь для небольших населенных пунктов (малые города, поселки, села и т.п.).